|
|
 |
|
Portable Boring Machine 110V |
|
|
|
|
|
|
 |
|
Product
Overview |
The engineering machinery boring machine is
used for repair welding post-processing of shaft pin holes, rotary holes
and hinge holes in various engineering machinery structures, or used for
inserting sleeves after expanding holes. It is also used for repairing
and processing concentric holes of excavators, loaders, presses, cranes
and other machinery.
The 60 type boring machine is installed through the welding and bolted
connection fixing and clamping mode, and is convenient to disassemble
and transport. The 60 type boring machine is suitable for processing
various concentric holes and multiple parallel holes. The boring machine
conducts continuous cutting during work, and has high production
efficiency and high machining accuracy.
|
|
Product
Parameters |
|
Voltage |
110V 50/60HZ |
|
Power of main motor |
2.9KW |
|
Feed power |
120W |
|
Torque of feed motor |
10Nm |
|
Working stroke |
400mm (15.75'') |
|
Rotating speed of main machine |
0-200r/min |
|
Boring diameter |
65-400mm (2.56''-15.75'') |
|
Rotating speed of feed |
Stepless speed regulation |
|
Max. engagement of the cutting edge of single
side |
2mm (0.08'') |
|
Processing roughness |
Ra3.2 |
|
Roundness of processed holes |
≤0.02mm |
|
 |
 |
|
Attention |
1. Equipment operators should receive the
safety operation training.
2. Equipment operators must wear work clothes, insulated shoes and
protective goggles.
3. Before starting the machine, check whether the on-site power supply
is consistent with the equipment.
4. Before starting the machine, check if the clamping system is locked.
5. When aligning the workpiece, it is only allowed to be pulled manually
in the neutral gear and or to align in the lowest gear. High speed
alignment is not allowed.
6. After the equipment is turned on, please do not allow your hands or
other objects to get close to the equipment to avoid the personal
injury.
7. Wires should be protected from the high temperature, grease, sharp
edges and other places.
8. When there is abnormal sound or a malfunction, the power supply
should be immediately turned off and then the equipment should be
inspected and repaired.
9. The operation of the equipment shall be supervised by a special
person, and it is strictly prohibited for the equipment to operate by
itself.
10. It is strictly prohibited to use the equipment beyond or below the
specified processing range, and our company is not responsible for any
consequences arising therefrom.
11. The equipment cannot exceed the maximum cutting capacity specified.
The direction of the boring bar and the feed direction can only be
switched after the motor has completely stopped. The customers need to
purchase accessories at their own expense for handling all the equipment
damage caused by this misoperation.
12. It is strictly prohibited to change the feed mode after operation.
13. After the work is finished, the oil stains and metal scraps on the
equipment should be cleaned away timely, and anti-rust oil should be
applied timely.
14. According to the maintenance requirements, do a good job in
equipment maintenance and upkeep.
|
|
Product
Features |
 |
|
|
|
|
| The
boring machine is mainly used for repair welding post-processing
of shaft pin holes, rotary holes and hinge holes in various
engineering machinery structures, or used for inserting sleeves
after expanding holes. It is also used for repairing and
processing the concentric holes of excavators, loaders, cranes
and other machinery. The boring machine can process parallel
holes in multiple rows, and conducts one-time positioning
processing on the multiple holes to ensure the coaxiality of the
multiple holes. |
|
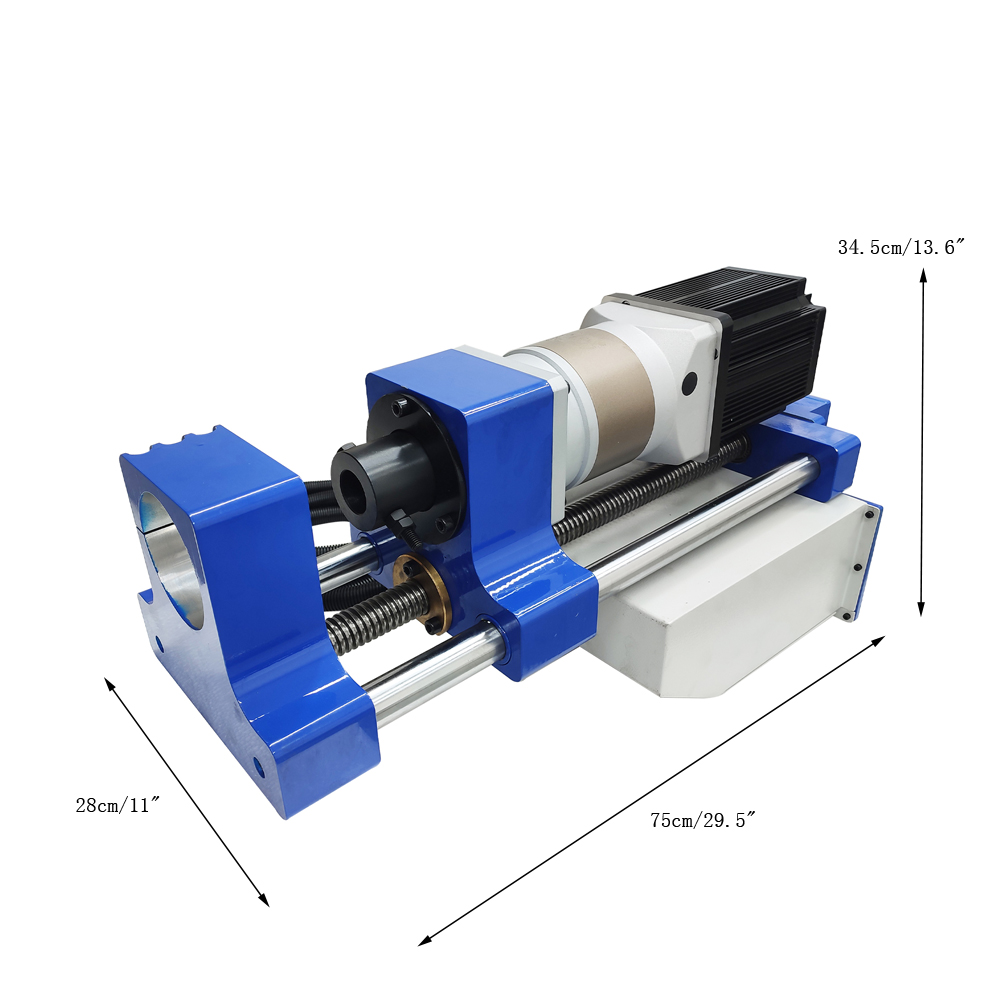
The 110V motor is
adopted by the spindle and supporting tools of the boring
machine and has the characteristics of low rotating speed and
high torque. The whole machine can achieve stable cutting
processing and has superior performance. Axial movement and
cutting performance are free of vibration. The important
guarantee is provided for high precision, high efficiency, high
stability and high flexibility boring machining. The stability
is better, and the fault rate is lower. |
|
|
|
|
|
| The
feed and spindle conduct stepless speed regulation. The speed
can be adjusted through the independent remote controller and
the speed knob on the main machine, and operation and control
are easy and convenient. |
|
The boring bar is
of an alloy steel structure. After processing and heat
treatment, it has the characteristics of high precision, high
hardness, fatigue resistance, wear resistance, etc. |
|
|
|
|
|
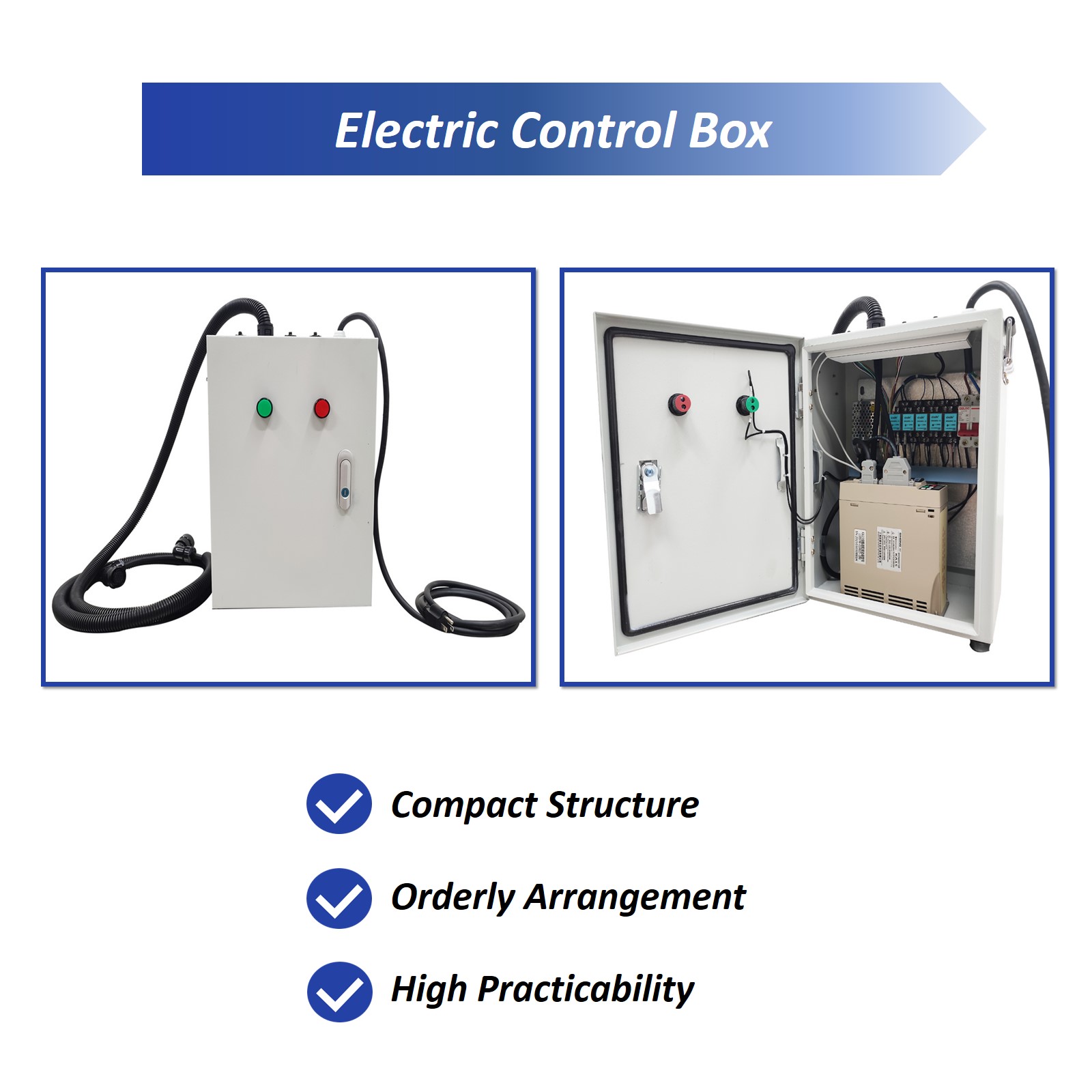
| The
electric control box is designed for the boring machine, the
structure is compact, internal circuits are arranged orderly,
and the circuit safety is effectively ensured. The motor
controller is equipped with a dynamic delay braking device to
avoid vibration during parking. |
|
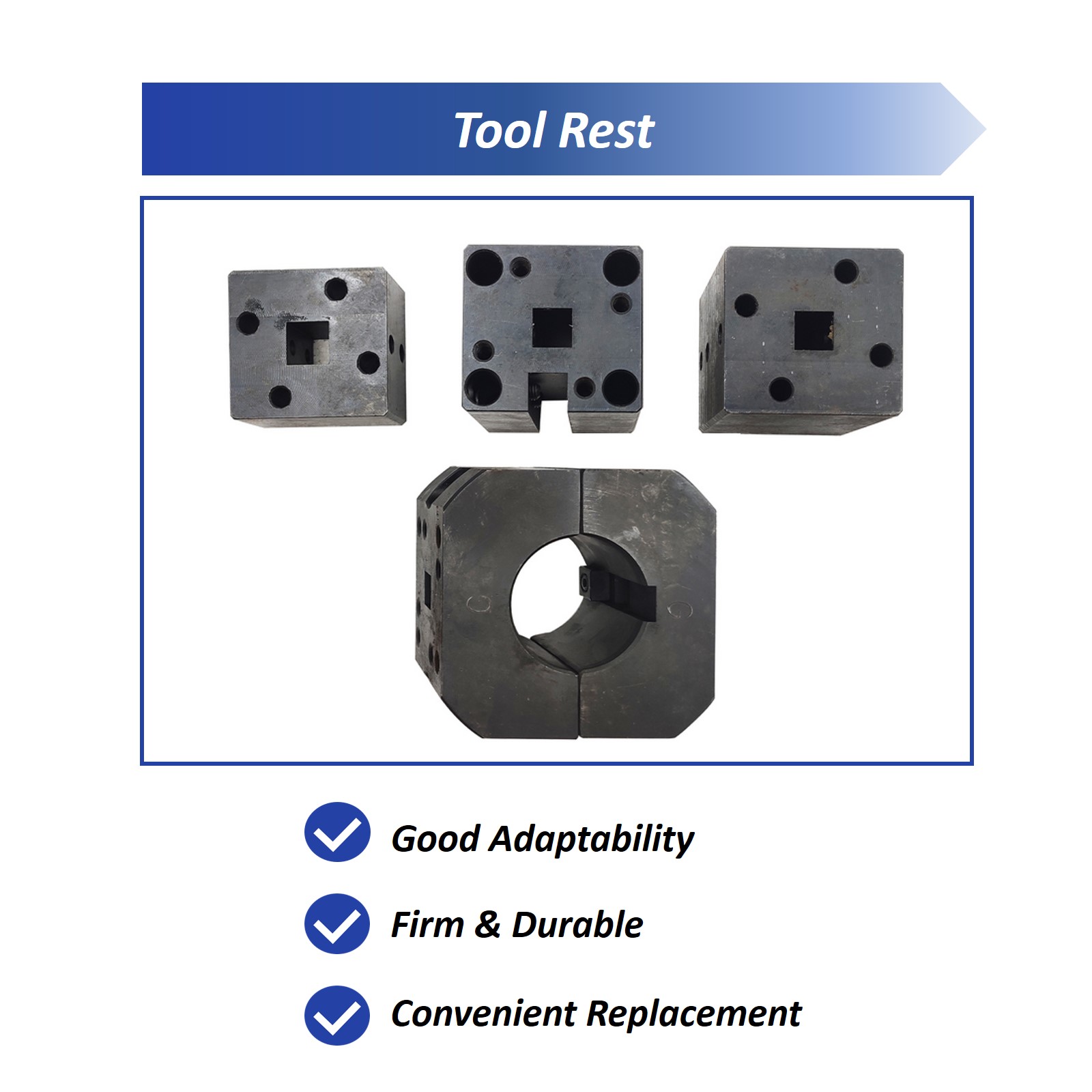
The tool rests can
be installed and fixed at any position within the effective
travel range. Different tool rests can be selected to adapt to
different workpieces, so that the adaptability is higher. The
tool rests are firm and durable and convenient to replace. |
|
|
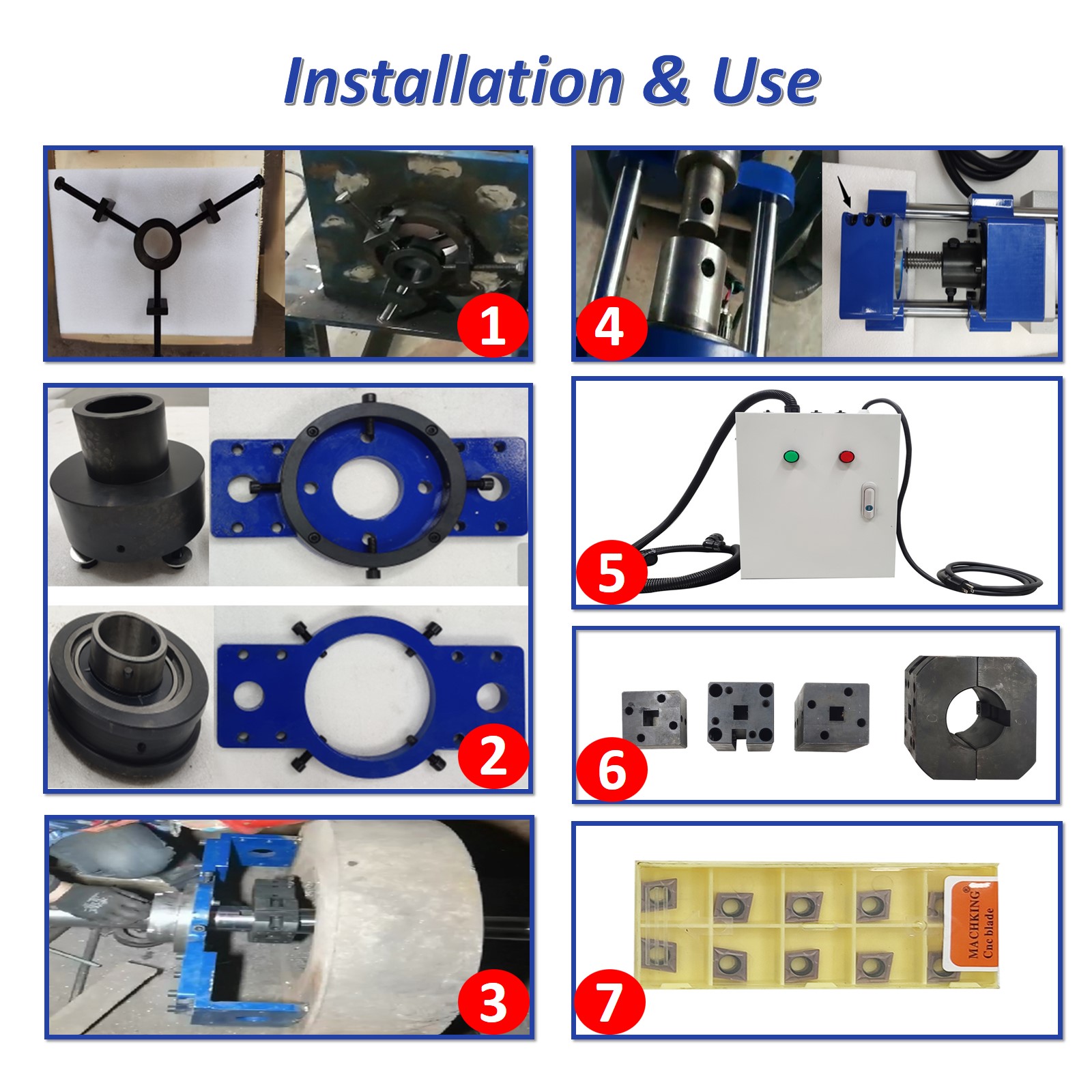
Operation
Method |
 |
|
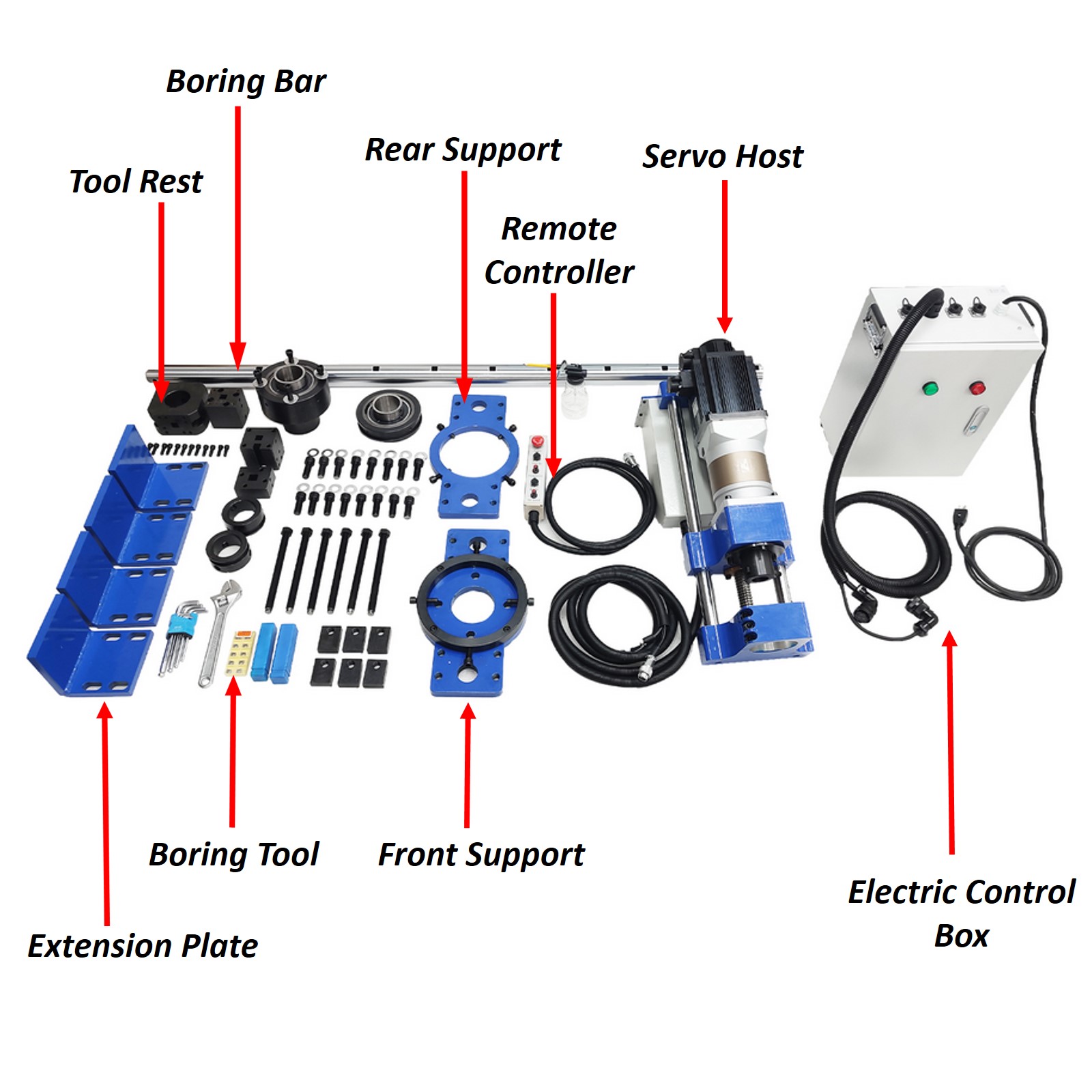
After the product is received, the boring
machine is installed and used according to the following steps. |
1. Installation of Supports
A. Positioning of Boring Rod
Install the supporting bases at the position, where welding is allowed,
of the processed part. Fix the boring bar in the to-be-processed hole
with supporting bolts, and position the boring bar with positioning
sleeves at the two ends to ensure the coaxiality of the two holes.
B. Insert the boring bar into the supporting bases and assemble the two
supporting bases at the appropriate position. During welding, pay
attention to ensuring that each welding bolt is evenly attached to the
workpiece and firmly welded to the workpiece, and also pay attention to
ensuring that the boring bar can rotate flexibly and slide axially. If
the boring bar is not smooth, adjust the nuts on the welding bolts until
it is smooth. |
|
2. After positioning the boring bar in the
center through sleeving installation of the supporting bolts, assemble
the host connection support (front support) and four M18*160 bolts
together, then push the assembled host connection support to the end
face of the machined hole along the boring bar, and adjust the gaps
between the bolts and the end face to be consistent. Then firmly weld
the bolts and the end face. In the same way, assemble the end face
support (rear support), push it to the end face of the machined hole
along the boring bar, adjust the gaps and weld them firmly. |
|
3. After firmly welding the front and rear
supports, remove the positioning sleeves, push and pull the boring bar
to ensure smoothness, and at the same time, install a tool (which can be
a boring tool) that can be used for straightening in the tool
installation hole of the boring bar to conduct straightening operation.
If there is a deviation, the operator can loosen the four M12 hexagon
socket bolts for fixing the bearing pedestals (no need to completely
loosen them, and apply a certain force). There are four M12 jackscrews
around the bearing pedestals, and the boring bar can be fine-tuned to
the ideal position through the jackscrews. The front and rear supports
can be adjusted for several times to achieve the better effect. After
adjustment is finished, be sure to remember to tighten the fastening
screws of the bearing pedestals of the front and rear supports. |
|
4. At this moment, push the host to the host
connection bearing pedestal along the boring bar and connect the host
and the host connection bearing pedestal. Align the bolt on the host
with the fixing hole on the boring bar, insert the bolt into the fixing
hole, lock them, and then tighten the host locking device. It is
suggested that the single-side cutting amount should not exceed 2-3mm. |
|
5. Choose the 110V power supply. Connect the
plug of the electrical control box to the 110V power supply. When a
generator is used, a voltage regulator is required. |
6. Selection of Tool Rests
A. The hole diameter is within the range of 65-90mm, and the cutting
tool is directly fixed in the tool groove.
B. The hole diameter is within the range of 90-400mm, there are two tool
rests that can be selected according to the specific size of the hole
positions. |
7. Installation of Cutting Tool
Fix the CNC cutting tool to the boring bar or tool rest according to the
size of the machined hole.
A. When the tool setting is conducted, please select the neutral gear
and manually rotate the boring bar to adjust the tool and to ensure that
the tool tip is about 0.2mm away from the workpiece.
B. During the initial cutting, choose the single-side cutting depth to
be 0.5-1.0mm for cutting, and carefully observe the cutting condition of
the tool to make accurate judgment for normal cutting. |
|
8. During processing, the amount of feed
should be selected according to the requirements of the cutting depth
(single-side cutting depth: ≤2mm) and the machining accuracy, and the
specific surface conditions of the processed workpiece. The amount of
feed should be controlled to be 0.02-0.16mm per revolution, and the too
fast feed can cause equipment damage. |
|
|
|
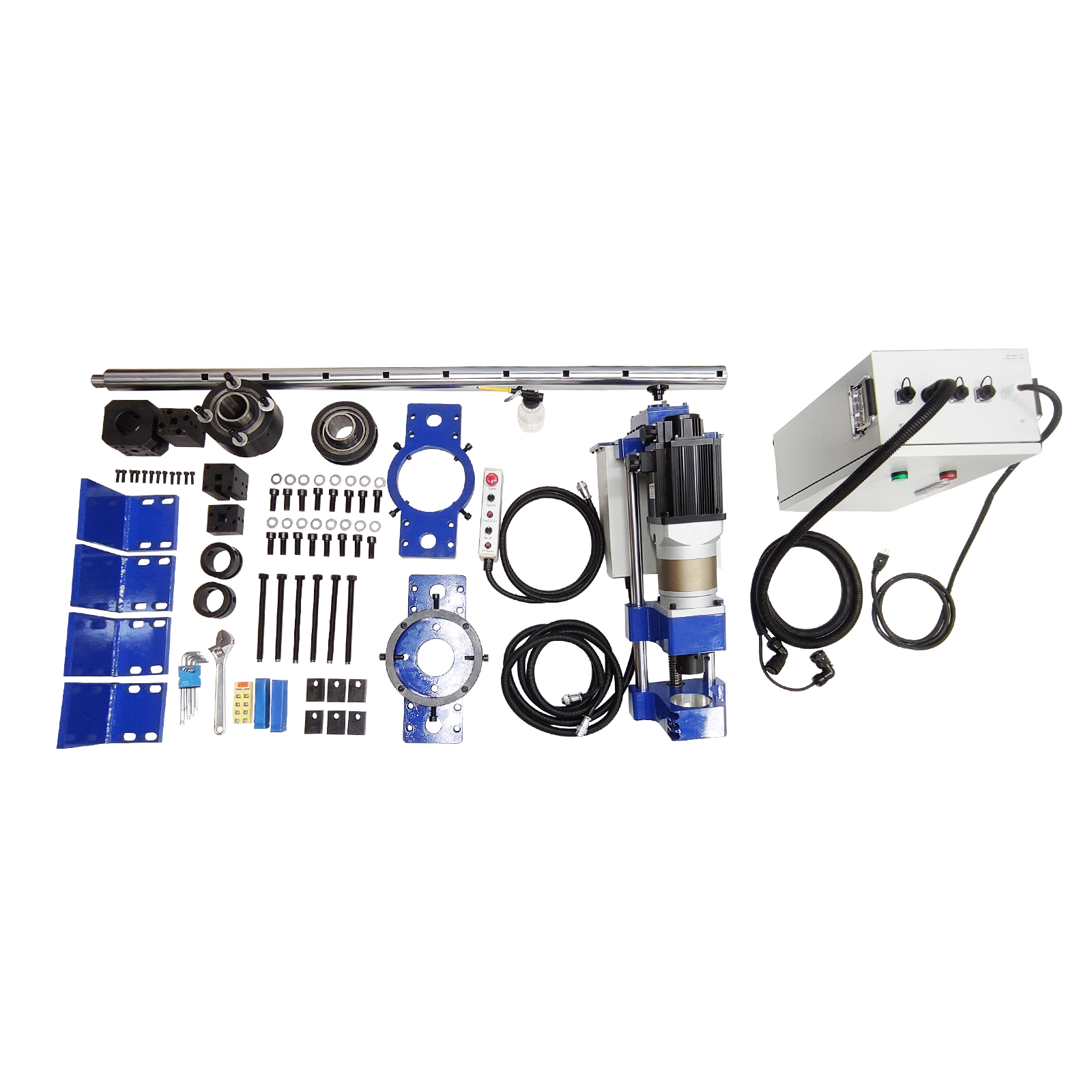
Product
Display |
 |
 |
 |
|
Item Number (022842): 1 x
Portable Boring Machine 110V |
|
|
You can make
order with no worry.
Any concern just feel free to let us know, we'll reply in 24 hours in
normal condition.
Handling Time: Shipping is usually made in 1-3 business days after
payments cleared. Orders are processed from Monday-Friday; Not on the
weekends & public holidays.
Warranty: 6 months' warranty for the machines, not for the consumables.
We stand behind our products all the item, so even if your warranty
period has expired, you can still seek for service or technical support
from us with low cost. |
|